Introduction
Managing a large-scale industrial build requires a level of precision that leaves absolutely no room for error. We have all seen projects where timelines slip and budgets spiral out of control, often due to unforeseen issues deep within the supply chain. The pain of delays in steel construction fabrication often stems from poor design choices or bottlenecks that could have been avoided, potentially costing millions in lost revenue and penalties.
The solution is a comprehensive understanding of the complete fabrication lifecycle. By mastering the nuances of design, material selection, and processing, you ensure not just economic efficiency but the structural integrity of your entire asset. Leading steel construction solutions allow you to bridge the gap between architectural vision and engineering reality.
But here is the truth… successful projects are decided long before the first beam is lifted on site.
1. How Can You Design for Economic Steel Fabrication?

Does Specification Impact Cost?
The specification phase is the bedrock of economic fabrication. Adhering to the National Structural Steelwork Specification (NSSS) significantly reduces uncertainty for the fabricator. When engineers introduce project-specific clauses that deviate from these standards—demanding tighter tolerances than necessary or requiring non-standard testing—costs inevitably rise. It is vital to ask whether a specific requirement truly adds value to the structure or if it is simply over-specifying. By sticking to industry-standard specifications unless absolutely necessary, you streamline the communication process and eliminate the need for expensive, bespoke tooling or procedures.
Why Bay Size Matters
One of the most overlooked factors in steel construction fabrication cost is the bay size. Structural steelwork pricing is heavily influenced by the number of pieces per tonne. A design with many small, light beams requires significantly more lifting, handling, and connecting than a design with fewer, heavier sections. You might be wondering… does heavier steel mean higher cost? Not necessarily. Larger bay sizes often result in a lower price per tonne because the reduction in the number of individual pieces and connections offsets the cost of the additional steel weight. Furthermore, larger bays provide valuable column-free space, increasing the commercial value of the building.
Key Takeaway: Maximizing Value
Complexity is the enemy of economy. Designs that utilize single square end cuts, standard hole diameters, and rationalized connections are far cheaper to produce. Modern CNC machinery is incredible, but it cannot completely negate the cost of intricate, non-standard detailing. Rationalizing your section sizes to a few standard profiles reduces stock management issues and allows for more efficient batch processing.
| Factor | Economic Impact | |
|---|---|---|
| Standard Bolts | High (Reduces inventory) | |
| Large Bay Sizes | High (Fewer lifts/pieces) | |
| Mixed Grades | Low (Increases handling) |
Analysis: Rationalizing component sizes is the single most effective way to reduce fabrication costs. By simplifying geometry and reducing piece count, you directly lower the man-hours required per tonne of steel.
2. What Materials Are Essential for Steel Construction?

Choosing the Right Sections
Selecting the correct grade of steel is a balance between strength, stiffness, and availability. For most structural applications, S355 grade steel is the standard choice, offering a superior strength-to-weight ratio compared to the older S275 grade. This allows for lighter sections to carry the same loads, providing direct material savings. However, there are instances where stiffness governs the design—such as in long-span beams where deflection is the critical factor. In these cases, the higher strength of S355 provides no benefit over S275, making the lower grade a more logical choice. It is also crucial to avoid mixing grades unnecessarily, as this complicates stockholding and increases the risk of errors during fabrication.
Understanding Bolt Grades
Bolts are the unsung heroes of steel construction, and their selection is critical. The industry relies heavily on Property Class 8.8 bolts for standard shear connections, while preloaded bolts (HSFG) are used where slip resistance is required. All structural bolts must be manufactured to rigorous standards, such as BS EN 14399 for preloaded assemblies. Here is the deal… using a limited range of standard bolt sizes (e.g., M20) throughout a project can drastically reduce site confusion and speed up erection. It eliminates the need for changing drill bits constantly in the factory and ensures the erection crew always has the right fastener at hand.
Key Takeaway: Material Selection
Traceability is non-negotiable. All steel enters the supply chain via stockholders who play a vital buffering role, holding approximately 40 days of supply. Every beam and plate must be accompanied by inspection documents (Type 3.1) to ensure it meets BS EN 10025-2 standards. This “chain of custody” ensures that if a failure were ever to occur, the material could be traced back to the specific ladle analysis at the mill.
| Material | Standard | |
|---|---|---|
| Open Sections | BS EN 10025-2 | |
| Hollow Sections | BS EN 10210-1 | |
| Preloaded Bolts | BS EN 14399 |
Analysis: Proper material certification is the passport for your structure’s safety. Without it, you are building on a foundation of uncertainty.
3. How Does the Preparation Phase Work?

From Stockyard to Line
The journey of a steel beam begins in the stockyard, a vast storage area where raw sections are organized and cataloged. This is not just a pile of metal; it is a carefully managed inventory system. When a job is released for fabrication, the specific sections are selected and moved to the processing line. This movement is often automated, with conveyors transporting heavy sections into the factory, reducing manual handling risks. Speed is of the essence here; a typical stockyard only holds enough material for a few weeks of production, so the flow must be continuous and unobstructed.
The Power of Shot Blasting
Before any cutting or welding can occur, the steel must be cleaned. Rust, mill scale, and dirt are contaminants that can ruin a weld or cause paint to peel. Shot blasting is the industry-standard solution. In this process, the steel is bombarded with small steel shot at high velocity. This not only strips away contaminants but also creates a specific surface profile or “roughness” (typically around 70 microns). Think about this… that microscopic roughness is what allows the paint to grip the metal. Without it, even the most expensive coating system would fail. Prefabrication primers are often applied immediately after blasting to protect this pristine surface during the rest of the fabrication process.
Key Takeaway: Surface Prep
Preparation involves more than just cleaning. It includes cutting to length using circular saws or thermal cutting methods like gas and plasma. Plasma cutting, in particular, offers incredible speed and precision, using a jet of ionized gas at 20,000°C to slice through plate. Drilling is also performed at this stage, often using high-speed carbide drills. Our custom fabrication services utilize these advanced preparation techniques to ensure every component starts its life with perfect dimensions and surface quality.
| Process | Function | |
|---|---|---|
| Shot Blasting | Cleans/keys surface | |
| Plasma Cutting | Precision profiling | |
| Drilling | High-speed hole creation |
Analysis: Surface preparation is the foundation of long-term corrosion resistance. If you get this wrong, the clock starts ticking on structural decay the moment the steel leaves the factory.
4. What Are the Key Welding Techniques Used?

MAG vs. SAW Welding
Welding is the core of fabrication, transforming separate components into a unified structure. The two dominant processes are Metal Active Gas (MAG) and Submerged Arc Welding (SAW). MAG welding is the workhorse of the shop, used for attaching fittings, end plates, and stiffeners. It uses a continuous wire electrode and a shielding gas (argon/CO2 mix) to protect the molten weld pool. SAW, on the other hand, is used for long, continuous runs, such as creating plate girders. In SAW, the arc is buried under a layer of granular flux, which melts to form a protective slag. This allows for very high deposition rates and deep penetration without the intense light and spatter associated with open arc welding.
Ensuring Weld Integrity
A weld is only as good as its verification. Non-Destructive Testing (NDT) is employed to “see” inside the metal without damaging it. Techniques like Ultrasonic Testing send sound waves through the joint; interruptions in the wave pattern reveal hidden cracks or porosity. Magnetic Particle Inspection is used for surface checks. It gets better… modern fabrication doesn’t just rely on the skill of the operator; it relies on strict Welding Procedure Specifications (WPS) and the oversight of a Responsible Welding Coordinator (RWC). This systematic approach minimizes the human factor in weld quality.
Key Takeaway: Strong Connections
While Manual Metal Arc (MMA) or “stick” welding is still used for tacking and site fixes, it cannot compete with the speed and consistency of automated shop processes. The shift towards semi-automatic and fully automatic welding ensures that the massive forces your building will endure are transferred safely through every joint.
| Technique | Best Use | |
|---|---|---|
| MMA | Tack welding/Temporary | |
| MAG | Continuous shop welding | |
| SAW | Long structural runs |
Analysis: Automated welding processes significantly increase throughput and consistency compared to manual methods, ensuring that the structural skeleton of your project is robust and reliable.
5. How Are Advanced CNC Technologies Changing Fabrication?
The Role of CAD/CAM
The days of tape measures and chalk lines are fading. Today, the steel fabrication industry operates in a genuine CAD/CAM environment. Computer-Aided Design (CAD) software is used to create a detailed 3D model of the structure. This isn’t just a picture; it’s a database containing the precise geometry of every beam, bolt, and plate. This data is then fed directly to Computer-Aided Manufacturing (CAM) machinery. Imagine this… the files that the engineer approves are the exact same files that drive the drill lines and saws. This eliminates the manual data entry step, which was historically the biggest source of fabrication errors.
Automating Complex Cuts
CNC (Computer Numerical Control) machinery interprets this data to perform operations with micron-level accuracy. Multi-axis machining centers can drill holes in the web and flanges simultaneously, mark the steel for part identification, and even scribe layout lines for manual welders to follow. This level of automation means that complex cuts, such as coping or castellating beams, are executed as easily as straight cuts. It allows for optimized high-quality structural steel components that fit together perfectly on site.
Key Takeaway: Digital Precision
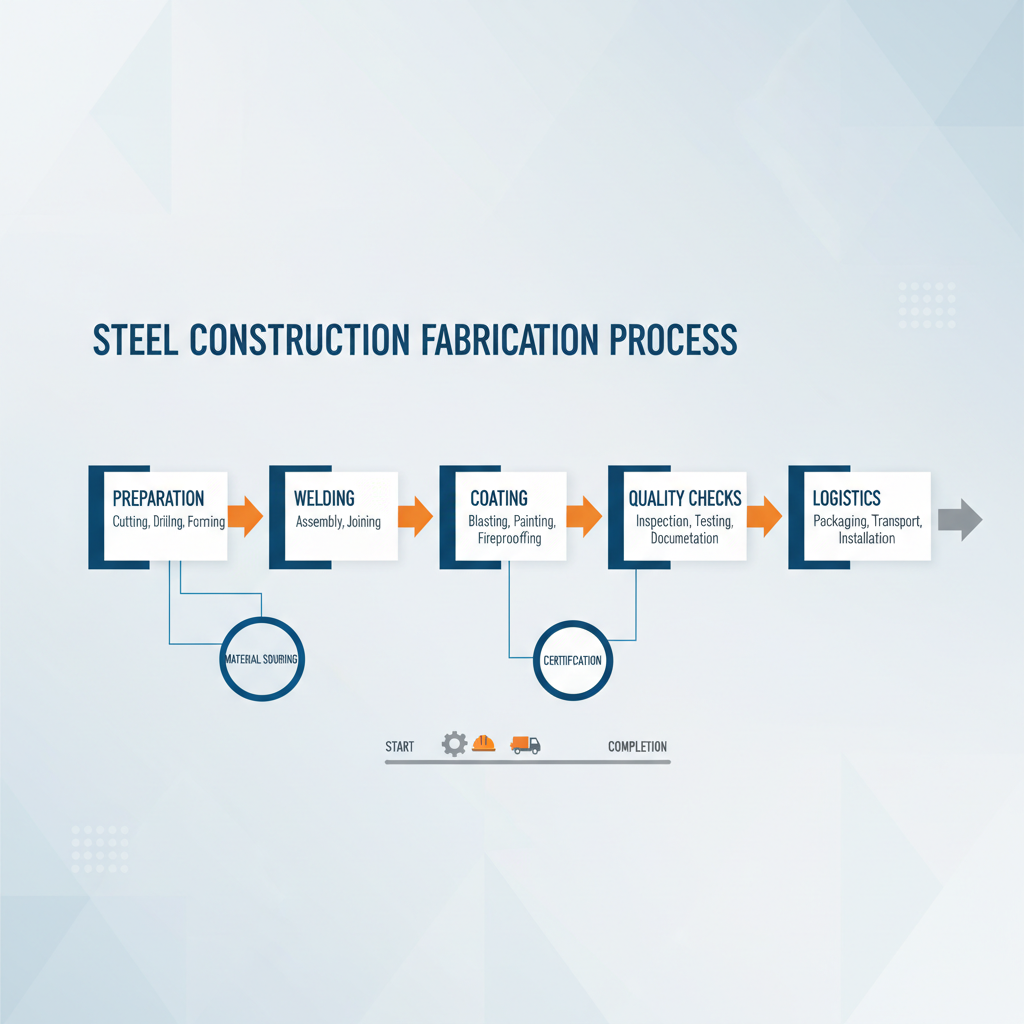
The integration of digital design directly to factory machinery is the industry standard for modern fabrication. It allows for “file-to-factory” workflows that drastically cut lead times. The flowchart above illustrates this seamless transition from digital concept to physical reality, highlighting how data integrity is maintained at every step.
| Technology | Benefit | |
|---|---|---|
| CAD/CAM Link | Zero data entry errors | |
| CNC Drilling | Micron-level accuracy | |
| Automated Handling | Reduced labor costs |
Analysis: This digital thread ensures that what is designed is exactly what is built, removing the ambiguity that leads to expensive site rectifications.
6. Why Is Accuracy Critical in Steel Fabrication?

Controlling Distortion
Steel fabrication is a hot process. Cutting, welding, and even heavy machining introduce heat into the metal, which can cause it to expand, contract, and warp. This “thermal distortion” is an unavoidable law of physics. A skilled fabricator knows how to manage this. They use techniques like pre-setting members (bending them slightly in the opposite direction before welding) or carefully sequencing welds to balance the internal stresses. For example, welding both flanges of a beam simultaneously can prevent it from bowing.
Avoiding Site Problems
The ultimate test of fabrication accuracy happens on the construction site. If a beam is 10mm too long or a bolt hole is 2mm out of position, the erection comes to a grinding halt. Cranes sit idle, crews wait, and costs mount. This is why factory tolerances are so much tighter than site tolerances. The goal is to ensure “fit-up” success. But there is a catch… achieving this requires rigorous quality control checks throughout the fabrication process, using laser measurement tools and physical templates to verify dimensions before the steel ever leaves the shop.
Key Takeaway: Fit-Up Success
Historically, complex structures might require a “trial erection” at the factory to ensure everything fit. Today, thanks to the accuracy of CNC machinery and 3D modeling, trial erections are rarely needed for standard structures. We trust the data and the machines. However, managing tolerances is still a vital skill, ensuring that the cumulative effect of mill tolerances and fabrication variances doesn’t result in a structure that is out of plumb.
| Issue | Solution | |
|---|---|---|
| Thermal Distortion | Controlled welding seq. | |
| Fit-up Errors | Strict tolerance checks | |
| Site Delays | High factory accuracy |
Analysis: Managing tolerances in the factory prevents costly modifications at the construction site, protecting your schedule and your budget.
7. How Are Heavy Steel Components Transported?
Normal vs. Abnormal Loads
Once fabricated, the steel must move from the factory to the site. This logistical challenge dictates the maximum size of any single component. A “normal load” in the UK is generally limited to a rigid length of 18.65 meters and a width of 2.9 meters. Anything falling within these limits can move freely on the road network. However, large infrastructure projects often require beams that far exceed these dimensions. These are classified as “abnormal loads” (STGO) and operate under a completely different set of rules.
Navigating Legal Logistics
Transporting abnormal loads requires meticulous planning. If a load is wider than 3 meters or heavier than 44 tonnes, the police must be notified at least two days in advance. For extremely large loads, bridge owners must also be consulted to ensure the route can support the weight. Here is the kicker… even with all the permits in place, a transport can be delayed if the local police force has an emergency and cannot provide the required escort. This unpredictability makes logistics a critical path item in the project schedule.
Key Takeaway: Logistics Planning
Designers must consider transport limits. Designing a truss that is 5 meters wide might look great on a screen, but if it requires a police escort and road closures to deliver, it might be cheaper to design it in two pieces and splice it on site. Contact us today to discuss how to handle complex delivery requirements for your project.
| Load Type | Constraint | |
|---|---|---|
| Normal | <18.65m length | |
| Abnormal (STGO) | >44 tonnes / wide | |
| Special Order | Outside STGO limits |
Analysis: Logistics are often the limiting factor in the design of large single-piece structural elements. Ignoring them is a recipe for stranded steel and project delays.
8. What Quality Management Systems Are Required?

The Role of RQSC
Trust is good, but accreditation is better. The Register of Qualified Steelwork Contractors (RQSC) is the gold standard for vetting fabricators. It categorizes companies based on their financial standing, technical resources, and track record. An RQSC-listed company has proven they have the specific competence to handle buildings or bridges of a certain complexity. It removes the gamble from contractor selection, ensuring you are working with a partner who has the infrastructure to deliver.
Understanding UKCA Marking
Since leaving the EU, the UK has transitioned to the UKCA mark (replacing the CE mark), but the principle remains the same. It is a declaration that the product complies with the relevant harmonized standard (BS EN 1090-1 for structural steel). What is the bottom line? A fabricator cannot legally supply structural steel in the UK without a certified Factory Production Control (FPC) system. This system tracks everything: staff competency, equipment calibration, material traceability, and welding quality management (ISO 3834).
Key Takeaway: Certified Trust
Quality management is not just paperwork; it is a culture of compliance. It involves regular audits by external bodies like the Steel Construction Certification Scheme (SCCS). These audits verify that the fabricator isn’t just saying they follow the rules—they are proving it every day.
| Certification | Scope | |
|---|---|---|
| ISO 9001 | Quality Management | |
| BS EN 1090 | Structural Execution | |
| ISO 14001 | Environmental Mgmt |
Analysis: Accredited quality management systems are the primary safeguard against structural failure, providing you with the assurance that your building meets all legal and safety requirements.
9. How Is Health and Safety Managed in Fabrication?

Factory vs. Site Safety
One of the most significant benefits of offsite fabrication is the transfer of risk. Construction sites are chaotic, uncontrolled environments subject to wind, rain, and mud. Factories are controlled, lit, and stable. By doing the majority of the work in the factory—cutting, drilling, and welding—we drastically reduce the number of man-hours spent working at height or in difficult conditions on site. The factory environment allows for the implementation of permanent safety measures, such as fixed walkways, machine guards, and fume extraction systems, which are difficult to replicate on a temporary construction site.
Reducing Handling Risks
Manual handling is a leading cause of injury in the construction industry. In a modern fabrication facility, heavy lifting is done by overhead gantry cranes, conveyors, and magnetic lifters. Let’s face it… steel is heavy and unforgiving. By automating the movement of steel through the “saw-and-drill” lines, we remove the human element from the most dangerous parts of the process. Workers are operators and programmers rather than manual laborers, keeping them out of harm’s way.
Key Takeaway: Safer Workplaces
Safety is integrated into the workflow. The “packaging” of steelwork for delivery is also planned to minimize handling on site. Steel is loaded in the reverse order of erection, meaning it can be lifted directly from the truck to its final position in the structure. This “just-in-time” approach reduces site congestion and the associated risks of storing loose materials on a busy site. See our successful projects for examples of safe and efficient site execution.
| Environment | Safety Benefit | |
|---|---|---|
| Factory | Controlled lighting/access | |
| Automation | Less manual lifting | |
| Site Assembly | Reduced work at height |
Analysis: Offsite fabrication significantly transfers risk from the uncontrolled construction site to the controlled factory environment, protecting workers and your company’s reputation.
10. What Does the Future Hold for Steel Fabrication?

Sustainability and Circularity
The future of fabrication is green. The Steel Construction Sustainability Charter is driving the industry towards zero carbon. Steel is already the most recycled material in the world, but the focus is shifting to “circularity”—the ability to reuse entire steel sections without remelting them. Fabricators are optimizing nesting software to minimize waste off-cuts and are investing in renewable energy to power their facilities.
The Rise of BIM Integration
Building Information Modeling (BIM) is evolving from a 3D visualization tool into a comprehensive data environment. We are moving towards BIM Maturity Level 2 and beyond, where “digital twins” of buildings exist before construction begins. Ready for the good part? In the future, the data flow will be bi-directional. The machinery in the factory will feed real-time status updates back into the BIM model, allowing project managers to see the exact fabrication status of every single beam in the building from their tablet.
Key Takeaway: Future Proofing
The convergence of robotics, AI, and sustainability is reshaping the industry. We are seeing the early stages of robotic assembly, where autonomous arms not only weld but also assemble fittings. This will further increase speed and accuracy while reducing waste.
| Trend | Objective | |
|---|---|---|
| Sustainability | Carbon reduction | |
| BIM Level 2+ | Digital twins | |
| Circularity | Reuse of sections |
Analysis: The future of fabrication lies in the convergence of digital data, automation, and environmental responsibility, ensuring that steel remains the premier choice for sustainable construction.
FAQ
Q1: Can I customize steel section sizes for my project?Answer: Generally, no. While technically possible, it is economically unwise. Using standard rolled sections reduces lead times and costs significantly compared to bespoke fabrication. Standard sections are readily available from stockholders, whereas custom sizes would require expensive plate girder fabrication or special mill runs.
Q2: What is the best way to reduce fabrication costs?Answer: Simplify the design. Repetitive connection details, standard material grades (like S355), and rationalized bolt sizes streamline the factory process. Complexity adds time, and in fabrication, time is money. Focusing on standard “off-the-shelf” solutions for the majority of the frame yields the best value.
Q3: How do I know if a fabricator is qualified?Answer: Check for RQSC listing and UKCA/CE marking compliance. These certifications prove they have the audited technical and financial resources to execute the work safely. A fabricator without these credentials is likely operating illegally or without the necessary quality controls.
Q4: What is the difference between S275 and S355 steel?Answer: Strength. S355 is stronger and often more economical for heavy loads, whereas S275 is suitable where stiffness (deflection) rather than strength is the governing factor. S355 allows for lighter beam weights for the same load-bearing capacity in many scenarios.
Q5: How does weather affect the fabrication process?Answer: It doesn’t. One of the main benefits of steel fabrication is that it occurs in a controlled factory environment, preventing weather-related delays common in on-site construction. This provides schedule certainty that concrete or timber construction often cannot match.
Conclusion
We have explored how steel construction fabrication combines precision engineering, rigorous quality standards, and advanced logistics to deliver safe structures. From the initial design choices that dictate economic efficiency to the advanced robotic welding that ensures structural integrity, every step is a blend of art and science. The process removes uncertainty from the construction site, delivering components that fit perfectly and perform flawlessly.
At Showhoo Building , we leverage these advanced fabrication techniques to bring your architectural vision to life with efficiency. We understand that your project is more than just steel; it is an investment in the future.
Ready to start your next project? Contact us today to discuss your requirements and see how our expertise can drive your success.